JIS B1214:1995 pdfダウンロード
JIS B1214:1995 pdfダウンロード。熱間成形リベット Hot headed rivets
1. 適用範囲
この規格は,熱間で成形(1)した一般用,ボイラ用及び船用の鋼製のリベット(以下,リベットという。)について規定する。
注(1) 素材の変態点以上の温度で,塑性加工によって頭部を成形することをいい,熱間で,かしめ成形することを意味するものではない。 備考 この規格の引用規格を,次に示す。
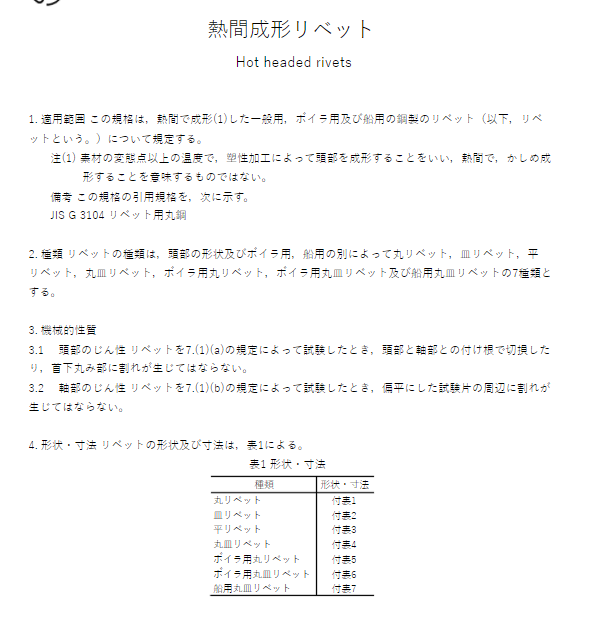
JIS G 3104 リベット用丸鋼 2. 種類 リベットの種類は,頭部の形状及びボイラ用,船用の別によって丸リベット,皿リベット,平リベット,丸皿リベット,ボイラ用丸リベット,ボイラ用丸皿リベット及び船用丸皿リベットの7種類とする。
3. 機械的性質
3.1 頭部のじん性 リベットを7.(1)(a)の規定によって試験したとき,頭部と軸部との付け根で切損したり,首下丸み部に割れが生じてはならない。
3.2 軸部のじん性 リベットを7.(1)(b)の規定によって試験したとき,偏平にした試験片の周辺に割れが生じてはならない。
4. 形状・寸法 リベットの形状及び寸法は,表1による。
5. 表面状態 リベットの表面は,滑らかで,割れ及び使用上有害なきず,かえり,ばり,はく離などの欠陥があってはならない。 参考 ばりは,次の参考表1のm及びnを超えない程度であることが望ましい。
6. 材料 リベットの材料は,表2による。ただし,この表以外の材料を使用する場合は,受渡当事者間の協定による。
7. 検査 リベットの検査は,次による。 なお,ロット検査における抜取検査方式は,受渡当事者間の協定による。
(1) 機械的性質検査 機械的性質検査は,次による。
(a) 頭部のじん性 リベットを,図1のように垂直線に対して10度傾斜した試験用ジグの穴に差し込み,その座面が平面に密着するまで頭部を常温で打撃したとき,3.1の規定に適合しなければならない。
(b) 軸部のじん性 リベットの軸部から図2のように長さ1.5dの試験片を採取し,図3のように高さが31dになるまで常温で軸心方向に圧縮荷重を加えたとき,3.2の規定に適合しなければならない。 なお,dはリベットの呼び径とする。ただし,常温では実施できない場合には,使用時におけるかしめ温度約800℃に加熱して行ってもよい。
2) 形状・寸法検査 形状及び寸法検査は,直接測定,限界ゲージその他の方法によって行い,4.の規定に適合しなければならない。
(3) 外観検査 外観検査は,目視によって行い,5.の規定に適合しなければならない。
8. 製品の呼び方 リベットの呼び方は,規格番号(2),種類(3),呼び径 (d) ×長さ
(l) 及び材料による。ただし,特に指定事項のある場合は,その後に付け加える。
(2) 規格番号は,特に必要がなければ省略してもよい。
(3) 呼び方に規格番号を用いない場合は,種類の名称に“熱間”と冠する。ただし,その必要のない場合並びにボイラ用及び船用のものは,これを省略してもよい。
- Previous:JIS A6902:1995 pdfダウンロード
- Next:JIS B7165:1995 pdfダウンロード